 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик

Sună-ne
+86-13780696467
Trimite-ti-ne un e-mail
sales@qdcomrise.com

Acasă
>
Produse > Mașină de conducte din plastic
> Mașină de țeavă HDPE
>
Prețul fabricii de producție de conducte HDPE de înaltă eficiență






Prețul fabricii de producție de conducte HDPE de înaltă eficiență
QINGDAO COMRISE MACHINERY main production line including High efficiency HDPE pipe production line factory price, PE large-diameter hollow-wall winding pipe production line, PPR cold and hot water supply pipe production line, the inner-rib winding sewage pipe production line, the double-plastic composite winding pipe production line, the continuous winding carat pipe production line, and the PE large-diameter hollow wall production line, the plastic coated corrugated pipe production line, PE black Linia de producție a țevii de izolare a jachetei și linia de producție a foii/plăcii PE. HC are mai mult de 20 de produse noi, care sunt vândute pe scară largă, precum Rusia, Asia de Sud -Est, Orientul Mijlociu și Africa.
Trimite o anchetă
Descriere produs
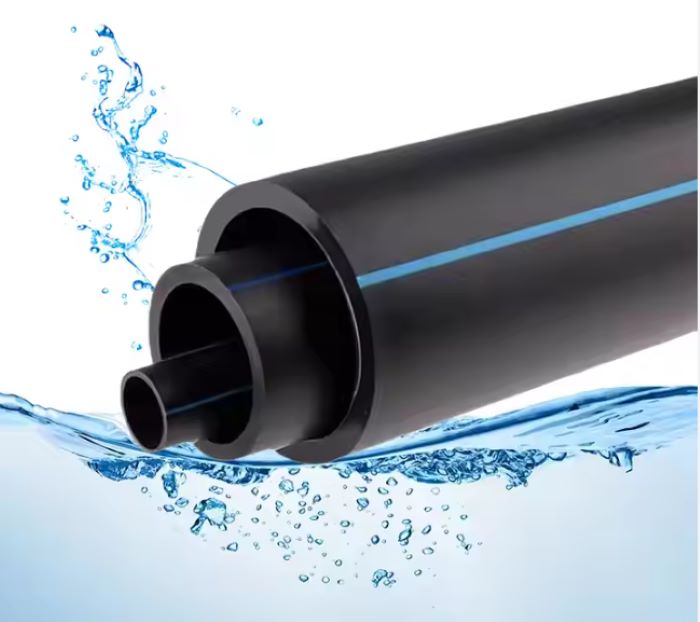
țeavă HDPE
O bună performanță de igienă: în timpul procesării conductelor PE, nu se adaugă stabilizatori de sare de metale grele, materialul este non-toxic, nu există un strat de scalare și nu există o creștere bacteriană, care rezolvă pericolul ascuns de poluare secundară a apei potabile urbane.
Rezistență excelentă la coroziune: cu excepția câtorva oxidanți puternici, poate rezista la coroziune din diverse medii chimice; Fără coroziune electrochimică.
Durata de viață lungă: conductele PE pot fi utilizate în siguranță pentru mai mult de 50 de ani la temperatura și presiunea nominală.
O rezistență la impact mai bună: conductele PE au o rezistență bună, o rezistență la impact ridicat și pot rezista direct la obiecte grele
Trecerea prin conductă nu va determina ruperea conductei.

Prețul fabricii de producție de conducte HDPE de înaltă eficiență
Prin inovație și testare pe termen lung și continuu, tovarășul a dezvoltat o nouă generație de linie de producție de extrudare a conductelor PE, cu o automatizare ridicată, viteză mare, fiabilitate ridicată și consum redus de energie. Extruziunea noastră de conducte de polietilenă poate prelucra diverse materiale, inclusiv polietilenă de înaltă densitate, polietilenă de densitate mică, polipropilenă, PPR, PPH, PPB, MPP, PERT, etc.
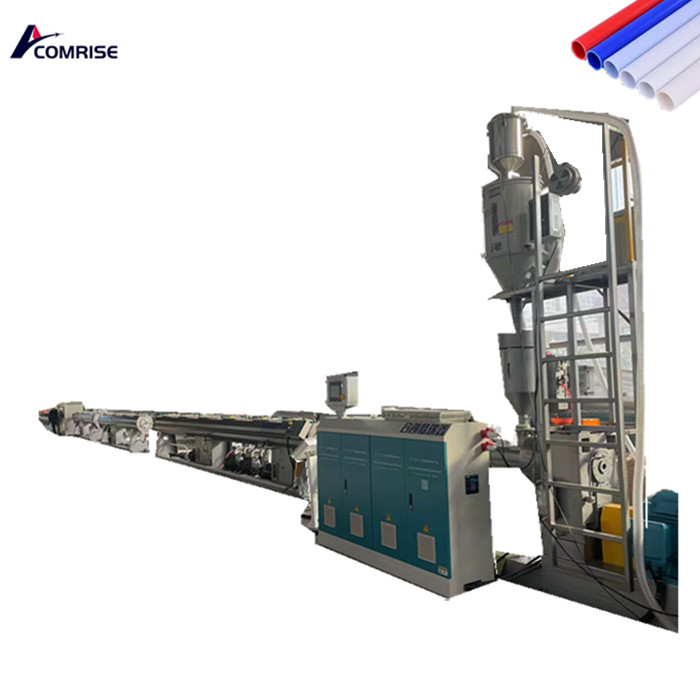
Linia noastră de producție de extrudare a conductelor de polietilenă poate varia de la minimum 16 mm cu straturi unice sau multiple de 2000mm.
Obțineți o ofertă acum
1.Extruder cu un singur șurub.
1.1 Siemens Touch Screen și PLC
Structura spirală de 1,2 a butoiului pistolului
1.3 Proiectare specială a șuruburilor
1,4 încălzitor ceramic răcit cu aer
1,5 cutie de viteze de înaltă calitate
Pe baza raportului 33: 1 L/D proiectat pentru șurub, am dezvoltat un raport 38: 1 L/D. Comparativ cu raportul 33: 1, raportul 38: 1 are avantajul plastifizării 100%, creșterea capacității de ieșire cu 30%, reducând consumul de energie cu până la 30%și obținând o extrudare aproape liniară
Performanţă.

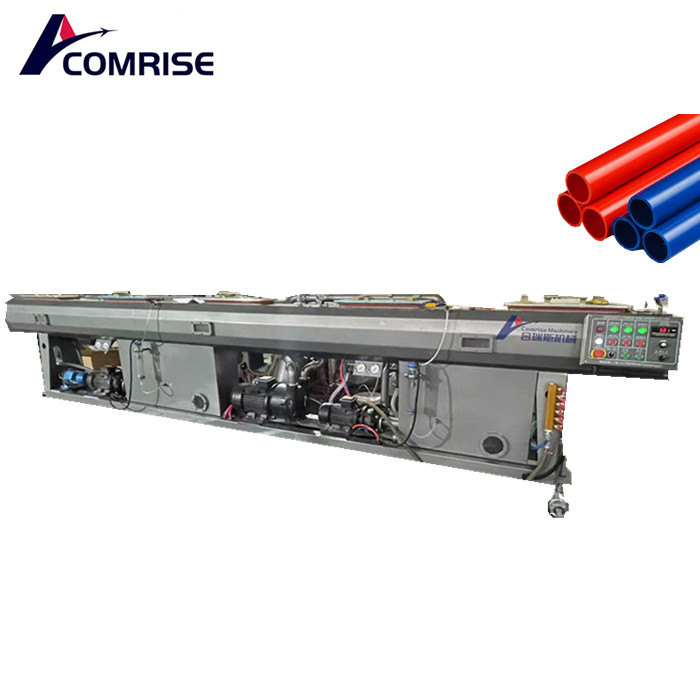
2.Die Cap.Modul
2.1 Dispozitiv mobil
2.2 Dispozitiv de rotație a capului de mucegai
2.3 Nucleul dispozitivului de disipare a căldurii
2.4 Dispozitiv de răcire
Capul de matriță de extrudare adoptă o structură în spirală și fiecare canal de flux de material este plasat uniform. Fiecare canal suferă tratament termic și lustruire în oglindă pentru a asigura un flux neted al materialului. Structura matriței este compactă și oferă o presiune stabilă, întotdeauna de la 19
Până la 20MPa. Sub această presiune, calitatea conductelor este bună și are un impact redus asupra capacității de ieșire. Poate produce un singur strat sau
Conductă cu mai multe straturi.

Rezervorul 3.Vacuum.
3.1 Răcirea puternică a calibratorului
3.2 Suport pentru conducte mai bun
3.3 Muffler
3.4 Valva de reliefare a presiunii
Rezervoarele de vid sunt utilizate pentru formarea și răcirea conductelor pentru a obține dimensiuni standard ale conductelor. Folosim o structură de cameră duală. Prima cameră este
Asigurați funcții de răcire și vid foarte puternice într -o lungime scurtă. Datorită faptului că calibratorul este plasat în fața primei camere și forma conductei este formată în principal de calibrator, acest design asigură o modelare rapidă și mai bună și răcirea conductei.
4. Rezervorul de acoperire.
4.1 Dispozitiv de prindere a conductelor
4.2 Filtru rezervor de apă
4.3 Duză de calitate
4.4 Dispozitiv de reglare a suportului conductelor
4.5 Dispozitiv de asistență pentru conducte
Rezervorul de răcire este utilizat pentru a răci în continuare conducta.

5. Mașină de hhauling
5.1 Dispozitiv de prindere a conductelor
5.2 Filtru rezervor de apă
5.3 Duză de calitate
5.4 Dispozitiv de reglare a suportului conductelor
5.5 Dispozitiv de asistență pentru conducte
Unitatea de remorcare oferă o tracțiune suficientă pentru a trage stabil conducta. Conform diferitelor dimensiuni și grosimi ale conductelor, compania noastră va personaliza viteza de tracțiune, numărul de gheare și lungimea eficientă a tracțiunii. Pentru a se asigura că viteza de extrudare a conductei se potrivește cu viteza de formare și pentru a evita deformarea conductei în timpul tracțiunii.
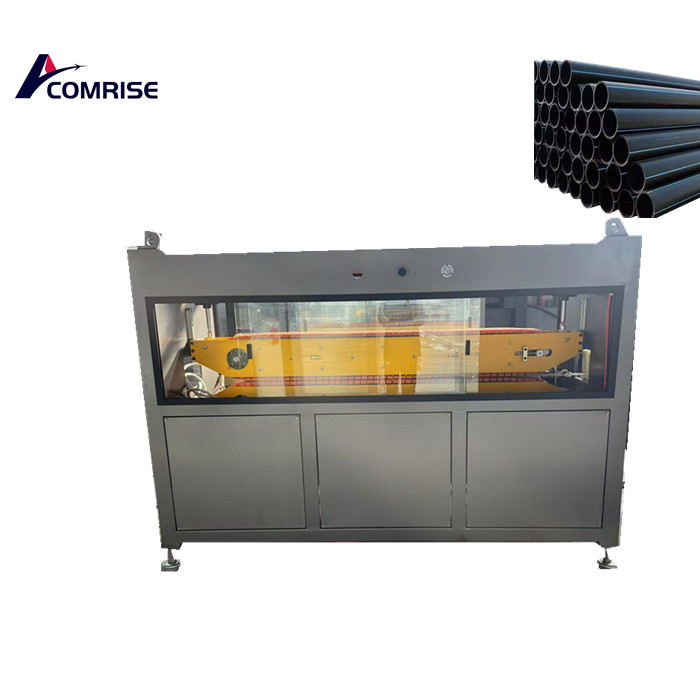
6. Mașina de reducere.
6.1 Dispozitiv de prindere universală
6.2 Reglarea înălțimii centrale
6.3 Ferăstrău și lame sunt interschimbabile
Mașina de tăiere este controlată de Siemens PLC și funcționează împreună cu unitatea de remorcare pentru tăiere precisă. Clienții pot seta lungimea conductei
Vor să reducă. Mai multe acțiuni de alimentare pentru a finaliza un proces de tăiere (protejarea lamei și a ferăstrăului pentru a preveni deteriorarea lamei)
Iar ferăstrăul a fost blocat pentru tubul gros și suprafața tăiată a tubului.

7. STACKER
7.1 Protecția la suprafață a conductelor
7.2 Reglarea înălțimii centrale
Suport și descărcare conducte. Lungimea macaralei stivuitoare poate fi personalizată.

8. Mașină de înfășurare.
8.1 Utilizarea servo -motoarelor
Faceți bobina într -un tambur pentru depozitare și transport ușor. De obicei utilizat pentru conducte cu o dimensiune de 110 milimetri sau mai puțin. Există o singură stație și
Opțiuni duale de stație disponibile.
Prețul este foarte favorabil, binevenit pentru a întreba
Obțineți o ofertă acum
Hot Tags: Linie de producție de producție de conducte HDPE de înaltă eficiență, China, producător, furnizor, fabrică, personalizată, ieftină, de calitate
Categorie aferentă
Mașină de țeavă HDPE
Mașină pentru țevi MPP
Mașină pentru țevi de izolare
Mașină pentru țevi din PVC
Mașină pentru țevi ondulate
Trimite o anchetă
Vă rugăm să nu ezitați să trimiteți întrebarea dvs. în formularul de mai jos. Vă vom răspunde în 24 de ore.
produse asemanatoare
 Linia de producție de extrudare de mare viteză HDPE
Linia de producție de extrudare de mare viteză HDPE
 20mm-110mm HDPE Mașină de mare viteză
20mm-110mm HDPE Mașină de mare viteză
 Mașină de extrudare a conductelor de conducte de canal optic ondulat
Mașină de extrudare a conductelor de conducte de canal optic ondulat
 Noua mașină de înfășurat în spirală în spirală a peretelui gol
Noua mașină de înfășurat în spirală în spirală a peretelui gol
 CONFIGURAREA ÎNCĂRCĂRI ȘI MAZĂ DE PIPE HDPE 20-110MM de mare viteză
CONFIGURAREA ÎNCĂRCĂRI ȘI MAZĂ DE PIPE HDPE 20-110MM de mare viteză
 Linie de producție HDPE de înaltă calitate
Linie de producție HDPE de înaltă calitate


X
Folosim cookie-uri pentru a vă oferi o experiență de navigare mai bună, pentru a analiza traficul site-ului și pentru a personaliza conținutul. Prin utilizarea acestui site, sunteți de acord cu utilizarea cookie-urilor.
Politica de confidențialitate
Știri
 Mașina de țevi HDPE de 50-250 mm de mare viteză semnează un contract cu un client european2024/04/15
Mașina de țevi HDPE de 50-250 mm de mare viteză semnează un contract cu un client european2024/04/15Comrise utilaje specializate în fabricarea și furnizarea de mașini de țevi HDPE de mare viteză. Mașina de țevi HDPE personalizată poate face țevi de la minim 16 mm până la 1600 mm diametru. Cu un timp de livrare rapid de 30 de zile, o linie de producție a unei țevi PE și un serviciu post-vânzare bun......
 Clientul Anhui a comandat linia de producție a mașinilor de țevi de alimentare MPP cu un singur strat la 1 aprilie 2024, diametrul țevii 75-250mm.2024/04/07
Clientul Anhui a comandat linia de producție a mașinilor de țevi de alimentare MPP cu un singur strat la 1 aprilie 2024, diametrul țevii 75-250mm.2024/04/07Mașina pentru țevi de alimentare MPP de înaltă calitate are un extruder cu un singur șurub de înaltă eficiență 75/38, un motor de 160 kW, un alimentator de uscare de 800 G, o matriță pentru capul mașinii, o matriță de miez, un manșon de dimensionare, un rezervor de apă cu vid de 9 metri. , și două r......